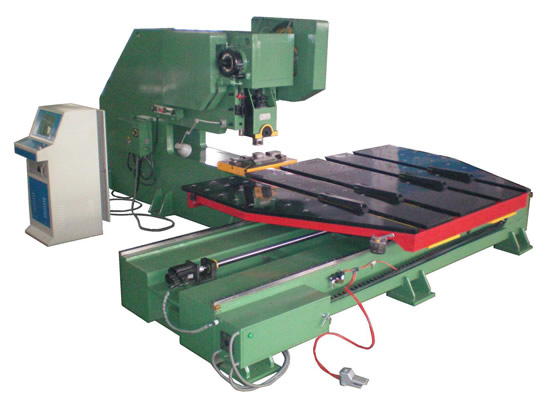





现今很多客户由于没有正确的去操作好液压冲床,导致模具中模损坏的情况,长期的不合理操作,不单是影响模具寿数,对冲床的寿数也会造成不好的影响。对此,今天和我们议论下怎么下降液压冲床的毛病呈现频率:
榜首、假如机器为多个工位,每个油缸上有一个油路开关,每次只能翻开一个油路开关进行作业,不可以同时翻开多个油路开关,否则会导致压力不行、速度慢。
第二、装好模具后,插进管材进行冲孔。严禁在没有管材时进行空冲,否则会损坏模具。在冲全孔时,假如没有冲穿就主动回来,请把最下面的挨近开关往下移。
第三、在冲半孔时,假如上面的孔没有冲穿就主动回来,请把中心的挨近开关往下移,假如已经冲到了管的下面,请把中心的挨近开关往上移。
第四、冲孔费劲时,查看冲针的刀刃是否已经钝化,假如已经钝化请把冲针拆下来磨一下,或向厂家购买新的冲针。
第五、液压油的温度应控制在30~60℃之间。气候冰冷时,应先开机空运转一段时间;长期接连冲孔时,应常常查看油温是否过热;酷热的夏季不要全天作业,要避开中午高温时间。
第六、作业10000小时或运用四年后(先到为准),请更换液压油并查看液压油缸、液压油泵是否损坏。
以上六点是太平洋冲床怎么下降液压冲床的毛病呈现频率的建议,供大家参考,谢谢大伙儿对我们的支持!