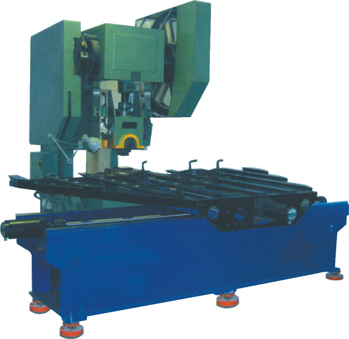





机械可倾冲床出现分度差错的原因剖析:工件装夹引起的分度差错,冲压工件与分度夹具的反转中心同轴度的差错,即便冲床分度夹具的分度精度到达所需要求,由于工件与分度夹具的反转中心偏离一个间隔,也会导致工件实践分度差错增大。

分度夹具的分度组织精度引起的分度差错,分度组织的精度引起分度差错的具体原因很多,常见原因如下:
机械可倾冲床分度头与反转工作台的蜗杆副传动组织因蜗轮、蜗杆的制作精度及齿面磨损,引起分度精度下降。若蜗轮在机动加工螺旋槽工件时发作梗刀冲击,部分机械冲床齿轮磨损较大,因此,将引起较大的分度差错。机械可倾冲床分度头和反转工作台蜗杆副的齿合位置不适当,使传动组织未处于正常齿合,传动空隙过大和过小,引起分度差错。