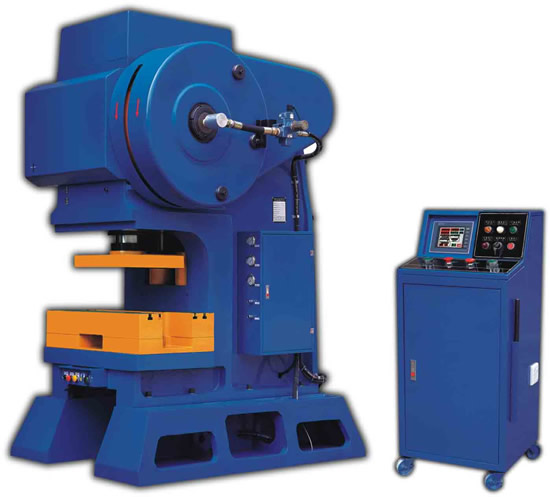
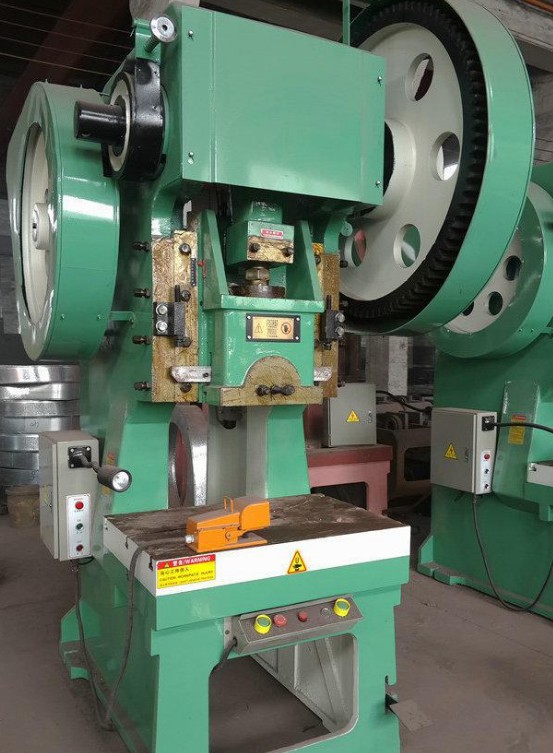
零件加工制造的方法有很多种,包括车、铣、刨、钳、冲...等,当您决定以冲制加工时,马上面临的第一个课题,就是,如何选用一部合适的冲床?一般冲床选用,主要考虑之重点,包括加工类别、出力吨数、平板面积、行程长短、每日产能等五大项。一般冲压加工之种类很多,主要有可分为剪切、引伸、成型、压印等四大类,更可以细分成打胚、冲孔、下料、剪切、引伸、弯曲、成型、压印等类,其加工特性皆不尽相同。冲床所须之出力吨数,系以模具完成加工所须之总吨数来估算,因此,影响冲床吨位的主要因素,包括零件周界之长度、材料厚度、材料强度等特性。平板面积及行程长短则是因零件外形大小及深度来决定,至于每日产能主要系用以计算冲床之每分钟冲程数及所须冲床台数,才能符合整体生产需求。依此将各个特性加总在一起考虑,包括零件加工特性、材料特性、使用工具特性等,对于打胚、穿孔等制程,需采用短行程高速率的冲床,对于成型、引伸等制程,则需采用长行程、且较慢速的冲床,当用于压模印、浮花压印等制程时,则须采用在下死点时,具有高能量的短行程冲床。对于成形、引伸、压造过程,依材料之不同而有一临界压造率,超过此压造率,材料会因而破裂,因此材料选用亦需与制程配合,为能达到产品的品质特性,冲床精度亦须一并纳入考虑,如此才能制造出精良的产品。直轴式单曲轴精密冲床,系采用高效率低噪音之湿式离合器,及高精密之传动机件,震动小,以确保冲床品质及高寿命之优点,采用周密型之电器回路设计,可搭配使用各种自动化外围设备,不但产品优良周全,而且操作方便安全,主要适用于小型,单工程薄钢板零件之下料、冲孔、折曲、成型等工作,不但可单机操作亦可以联机生产,颇受冲压业者好评,为符合业者加工速度之需求,冲床加工速度及行程可分为S型、H型、P型等三种,配合行程之长短,每分钟冲程数(SPM),可以由最少35次至最高125次之变化组合,以110吨冲床为例,其冲头在作功行程之速度曲线以正弦曲线形状变化,到达下死点附近时之速度为0,详如下图所示,能适用于多数的冲压加工类型,是一种广被使用之高精。