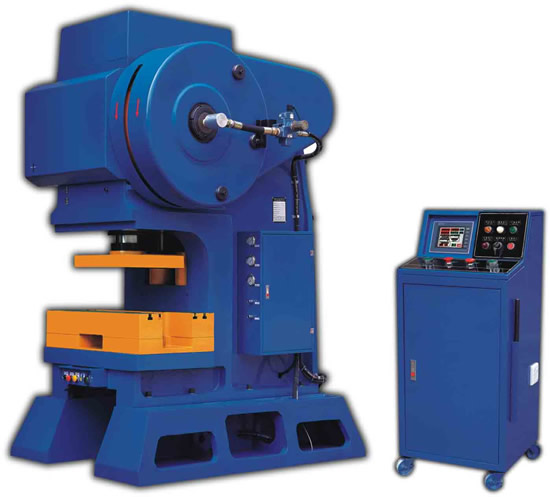





ГхДВГхбЙСІМЦЫуЙЋЪНP=kltЇЄ
Цфжа:kЮЊЯЕЪ§,вЛАудМЕШгк1,
lГхбЙКѓВњЦЗЕФжмГЄ,ЕЅЮЛmm;
tЮЊВФСЯКёЖШ,ЕЅЮЛmm;
ЇЄЮЊВФСЯПЙМєЧПЖШ.ЕЅЮЛMPa вЛАуШЁ320ОЭПЩвд .
ЫуГіЕФНсЙћЪЧЕЅЮЛЪЧХЃЖй,дкАбНсЙћГ§вд9800N/T,ЕУЕНЕФНсЙћОЭЪЧЪ§зжЪЧЖрЩйОЭЪЧЖрЩйT.
етИіжЛФмЫуДѓжТЕФ,ЮЊСЫАВШЋЦ№Мћ,АбвдЩЯЕУЕНЕФжЕГЫвд2ОЭПЩвдСЫ,етбљЫуГіЕФжЕвВЗћКЯИДКЯФЃЕФГхбЙСІ.
----------------------------------
ГхВУСІМЦЫуЙЋЪНЃКP=K*L*t*τ
P——ЦНШаПкГхВУСІЃЈN);
t——ВФСЯКёЖШ(mm);
L——ГхВУжмГЄ(mm);
τ——ВФСЯПЙМєЧПЖШ(MPa);
K——АВШЋЯЕЪ§ЃЌвЛАуШЁK=1.3.
------------------------------------
ГхМєСІМЦЫуЙЋЪНЃКF=S*L*440/10000
S——ЙЄМўКёЖШ
L——ЙЄМўГЄЖШ
вЛАуЧщПіЯТгУДЫЙЋЪНМДПЩЁЃ