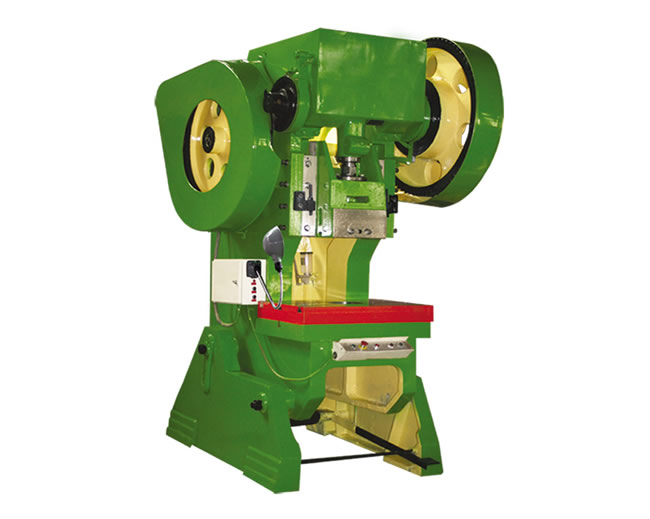



冲床如何保证凸模的间隙。通过分析冲孔废料,可以确定模具间隙配合。选择合适的模具间隙,以确保质量好的冲床,钣金形成,有效地防止拾音器,延长模具的寿命。数控冲孔模冲床,保持最佳间隙浪费断裂表面和表面的光有相同的观点,和互相重叠。数控冲孔模,可以降低冲裁力,穿刺毛刺非常小,这样的处理函数的产品质量是好的。它与厚度有关,材料质量和冲床工艺。如果间隙太大,会浪费骨折和较小的表面粗糙起伏。数字控制是指冲到下模,模间隙两边的差距。如果差距太小,浪费会带来小角断裂和更大的光亮的表面。
拉深、弯曲成型模,如巨大的差距会增加冲件口尺寸误差和回弹。切割操作,包括常见的冲床、切割、修剪,等等,按制造商为每个钣金冲床件是必要的。
冲裁间隙很小,制服,可以获得较高的精密冲裁冲床大小。间隙不均匀导致冲床毛刺增加并导致不均匀磨损的前沿数控冲孔模。
| 冲床 |  |
|