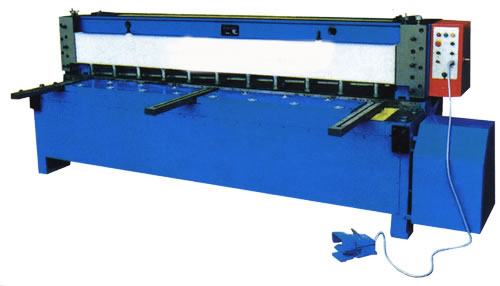





Һѹ�崲Խ��Խ���ͻ��Ͽ���������100��Һѹ�崲�����е�һ���λ�ͺš��ڼӹ�ʹ���г�������һЩ���⣬�Դ˷����������¼��㣬���������ʹ���еĿͻ�����һ���İ�����
1��Һѹ�崲�ӹ�����ѹ��
ԭ�����ϱ���������r����������r ����ת����������
���ߴ���.�д���.������.���ߵļ�϶; ���߸���;
�����ķ�����
���ϱ���������o����ǹ���鲼�����ɾ�.
��鵶������ģ�Ƿ�����м����o���鲼�����ɾ��o���ڵ��߱������Ͻ���. ���ݰ�ĺ��ѡ�������ģ��϶�o��ĥ�����ߺͳ�ʱ�����õ��߶�Ҫ�˴ź���ϵ��߳��з���ʱ�oѡ�������������ߩoû��������������ר�õ����LASER�
�����������������ܽ��oҪ�����ȳ���һ�ѵ��o�ޱ�λ�������̫Զ�и���.
2��100��Һѹ�崲���ֻ�������
ԭ�� ���ϲ����л��˩r ��Ա�����ϰڷ��л��˩r ģ����; ȥ����ʱ����
�������������ϲ������л��˾��թo�п���.��˿�o������Ҫ֪�������Ǹ�λ�éo���������ԩo �������Ƿ����.
������ʱ�o���˱���ͬʱ��ֱ̧��o��ֱ���©o���CRS�ϩo����ѻ�̨������¡�
�ë�̲��ѹ�������һ��o��������ֽ�����϶��o�ڷ�ƽ��.����oÿ������һ�©o�߶Ȳ�����һ�ס�
�������ëˢ���˩o���Ҫ��Ӳëˢ�o������͵�����ģ�ϸߩoҪ��ëˢ̧�ߩo�����ѵ���װ��Զ�������ĵ������ڳ���������M01�o����װ��ʽ�����o�����Ż��o���ٹ�����ģ�������϶���
3��Һѹ�崲���ֱ�������
ԭ�� ģ����ģ������
ģ�����̫���и��棻
�崲����λ�����צ̫����
�Ƴ̱���(���שo�������)��
����������
��ģ�Ӹ�.
�ϸ���ģ�ĵ��߾���Զ��������ģ�߰�װ�o���ܰ�����ģ�ߵ�װ��һ��o��������������Զ�� �и���oҪ�����ȳ��һ�ѵ��ͱ�λλģ��
���μӹ�������װ��ȦA��վ�o����λ�����צλ�ñ���һ������o��צ�߶Ȳ��˹��ߵͩoҪ��ëˢƽ�롣
�����������ö����Ĵ��ռӹ��o����ʱ����ڼӹ��o���мӹ����������Ϸ����μӹ��o�ȼӹ���צ�ߵĩoȻ��Ѳ���ת180°�ӹ�ʣ�ಿ�֩r�ı�ӹ�˳�����б��ٳ����ס�������ͳ����б��Ωo�п�����ѹ���Ӵ�o���������ﵯ�ɩo��ģ�Ӹߡ�
���������Ƕ�100��Һѹ�崲�ӹ������г����ֵ�һЩ�������⣬�Լ��������ֹ���ʱ������Ľ��������ʹ�ù������ij崲��������⣬�û����������ע���ⷢ��һЩ����Ҫ��������ȫ��